|
|
|
|
|
 |
|
|
Referenzprojekte
|
|
|
|
|
Möglichkeiten der Maschinendiagnose:
- Zustandsabhängige Wartung
- Zielorientierte Fehlersuche
|
|
|
|
Zur Maschinendiagnose wird in der Regel der emittierte Körperschall durch piezoelektrische Beschleunigungssensoren erfaßt. Prinzipiell kann auch der
emittierte Luftschall zugrundegelegt werden, aber in diesem Fall muß die Einflußnahme der Umgebung ausgeschlossen werden, was sich normalerweise in der Praxis als sehr schwierig erweist.
Die erfaßten
Meßsignale müssen im Frequenzbereich analysiert werden, da nur im Spektrum die Intensität der enthaltenen bauteilspezifischen Frequenzen bewertet werden kann. Falls entsprechende Informationen über die Dimension und
kinematischen Eigenschaften der einzelnen Bauteile einer geprüften Baugruppe bekannt sind, kann der Schaden auf ein bzw. mehrere konkrete Bauteile zurückgeführt werden, ohne daß die Baugruppe zur Fehlersuche
komplett zerlegt werden muß.
|
|
|
|
Projektbeispiele:
- Berührungslose Erfassung der Motordrehzahl vorbeifahrender Fahrzeuge
- QS durch Prüfung der Geräuschemission von Kleingetriebemotoren
- Online-Überwachung eines Bearbeitungsprozesses
|
|
|
|
I. Berührungslose Erfassung der Motordrehzahl vorbeifahrender Fahrzeuge
|
|
|
|
|
|
Hintergrund der Drehzahl- Reglementierung für teilnehmende Fahrzeuge des STW-CUP ist, daß zur Realisierung hoher Motordrehzahlen der Einsatz
hochwertiger Werkstoffe notwendig ist. Der Einsatz derartiger Werkstoffe ist jedoch für Teams mit beschränktem Budget nicht möglich.
|
|
|
|
|
Um einen Vorteil durch den Einsatz höherwertiger Werkstoffe auszuschließen, bestand die Notwendigkeit, die Einhaltung der Drehzahllimits bei den finanz-
starken Teams zu überprüfen.
|
|
|
|
Projektpartner:
Deutscher Motor Sport Bund e.V. (DMSB), Frankfurt
Projektinhalt:
Zur Lösung der gegebenen Aufgabenstellung
wurde eine mobile Analyse-Einrichtung entwickelt, die berührungslos vom Rand der Renn- strecke aus die Motordrehzahl der vorbeifahrenden Fahrzeuge ermittelt.
|
|
|
|
|
|
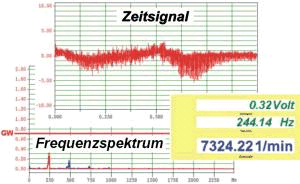
Umsetzung:
Der durch die vorbeifahrenden Fahrzeuge emittierte Luftschall wurde mit
einem geeigneten Mikrofon erfaßt. Das bipolare Meßsignal wurde durch einen speziellen Algorithmus im Frequenzbereich abgebildet und durch eine Ordnungsanalyse auf charakteristische Frequenzanteile untersucht. Die
ermittelte Frequenz wurde anschließend mit Hilfe eines fahrzeugspezifischen Kennwerts in die Motordrehzahl umgerechnet.
Die erforderlichen Routinen wurden mit Hilfe grafischer Programmierung auf Basis der
Entwicklungsumgebung DASYLAB erstellt.
|
|
|
|
II. Qualitätssicherung durch Prüfung der Geräuschemission von Kleingetriebemotoren
|
|
|
|
|
|
Hintergrund zur Entwicklung der Prüfeinrichtung waren stark variierende Laufgeräusche der produzierten Kleingetriebemotoren. Da sich die
Geräuschprüfung durch einen Mitarbeiter als subjektiv und nicht reproduzierbar erwiesen, wurde an uns eine Anfrage zur Entwicklung einer produktspezifischen Prüfeinrichtung gerichtet.
|
|
|
|
|
Das Ziel des Projekts sollte eine automatisierte, reproduzierbare und objektive Bewertung der Kleingetriebemotoren am Ende der Fertigung sein. Hierdurch wird
dem Hersteller die Möglichkeit gegeben, die als schlecht bewerteten Prüflinge vor der Auslieferung an die Kunden nachzubessern und die Ursachen des unterschiedlichen Geräuschverhaltens zu erkennen und zu beseitigen.
|
|
|
|
Projektpartner:
Unterliegt der Geheimhaltung.
Projektinhalt:
Zur Lösung der gegebenen Aufgabenstellung wurde eine
Prüfeinrichtung entwickelt, die eine zuverlässige objektive Klassifizierung der Kleingetriebemotoren zum Zeitpunkt der Fertigstellung ermöglicht.
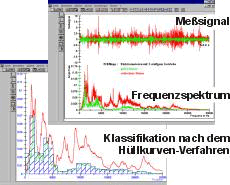
Umsetzung:
Die entwickelte Prüfeinrichtung erlaubt durch Schnellspanner die
schnelle Fixierung einzelner Kleingetriebemotoren in einer reproduzierbaren Position. Durch ein definiertes Belastungsprofil wird der Motor "warmgefahren", d.h. auf eine übliche Betriebstemperatur
gebracht. Anschließend wird die Körperschallemission des laufenden Motors durch einen Körperschallsensor an der Getriebestirnplatte ermittelt. Die erfaßten Meßsignale werden durch eine Fast-Fourier-Transformation im
Frequenzbereich abgebildet und mit Hilfe einer Hüllkurven-Datenbank klassifiziert.
|
|
|
|
III. Online-Überwachung eines Bearbeitungsprozesses
|
|
|
|
|
|
Hintergrund zur Konzeption der Überwachungseinrichtung waren sporadisch
auftretende Bearbeitungs- phasen im Prozess, die durch kurzzeitige zu große Hitzeeinwirkung auf die Werkstücke zu einer Schwächung des Gefüges durch Neuhärtung führten.
|
|
|
|
|
Projektpartner:
Unterliegt der Geheimhaltung.
Projektinhalt:
Zur Lösung der gegebenen Aufgabenstellung wurde eine
Online-Überwachungseinrichtung konzipiert, die während des Bearbeitungsprozesses die Körperschallemissionen ausgewählter Maschinenkomponenten analysiert und beim Auftreten charakteristischer Signalanteile eine
Warnung an den Maschinenbediener ausgibt.
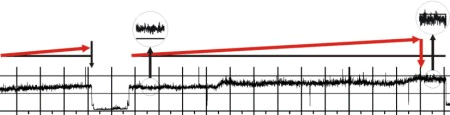
Umsetzung:
Nach Festlegung der aussagekräftigsten Sensorpositionen, die durch
Probe- messungen erfolgte, wurden Dauermessungen während der laufenden Produktion durchgeführt. Die Messungen dokumentierten das Schwingungsverhalten der ausgewählten Maschinenkomponenten bei wechselndem
Teilespektrum und unterschiedlichen Maschinenzuständen. Nach Abschluß der Messungen wurden die gesammelten Messdaten offline ausgewertet. Diese Auswertung diente der Ermittlung charakteristischer Meßsignalanteile,
die als Indikator zum automatischen Erkennen der problematischen Bearbeitungsphasen zugrundegelegt werden können.
Unabhängig von der bereits beschriebenen Funktionalität der Überwachungseinrichtung, ermöglicht
diese zusätzlich die automatisierte Erkennung von Werkzeugschäden und verhindert somit kostspielige Folgeschäden.
Weiterhin ermöglicht die Überwachungseinrichtung einen direkten Informationsrückfluß bei der
Variation der Prozessparameter, wodurch der Prozess kontrolliert optimiert werden kann.
|
|